
Ngôn ngữ
Tìm kiếm sản phẩm
Ngôn ngữ
- English
- 简体中文
- Тоҷикӣ
- O'zbek
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel

tin tức công ty
DMAIC - Tạo điều kiện cải tiến chất lượng liên tục của các bộ phận gia công
2025-09-19Tuân thủ chính sách chất lượng và triết lý quản lý của công ty là "Làm hài lòng bản thân, làm hài lòng khách hàng, trung thực và đáng tin cậy và phấn đấu để xuất sắc", chúng tôi liên tục cung cấp cho khách hàng những sản phẩm có chi phí - hiệu quả cao hơn và chất lượng ổn định hơn. Gần đây, trong xưởng gia công xảy ra hiện tượng kích thước chính hoặc dung sai hình học của một số quy trình chính không ổn định sau khi gia công và không đáp ứng yêu cầu kiểm soát 6 - Sigma. Ban lãnh đạo công ty rất coi trọng việc này và đã thúc đẩy phân xưởng thành lập tổ công tác cải tiến chất lượng phân xưởng. Lực lượng đặc nhiệm này bao gồm lãnh đạo các phòng ban liên quan, kỹ sư liên quan, trưởng nhóm và nhân viên sản xuất tuyến đầu. Bằng việc sử dụng phương pháp cải tiến 6 - Sigma của DMAIC, một chiến dịch cải tiến chất lượng toàn diện đã được triển khai. Thông qua một loạt các hoạt động cải tiến như điều tra lý lịch, thu thập dữ liệu, tóm tắt vấn đề, phân tích nguyên nhân và xây dựng các biện pháp cải tiến ngắn hạn và dài hạn, công việc cải tiến chất lượng đã được thực hiện đầy đủ. Hoạt động cải tiến này đã nâng cao toàn diện năng lực thực tiễn của cán bộ quản lý và nhân viên cơ sở trong việc hiểu, áp dụng và phát huy song song các công cụ cải tiến 6 - Sigma. Nó giúp giảm sự biến đổi và biến động của các đặc tính chất lượng của các bộ phận gia công, từ đó cải thiện chất lượng sản xuất tổng thể của động cơ và giúp cung cấp cho khách hàng những sản phẩm chất lượng tốt hơn.
Quá trình cải tiến DMAIC bao gồm năm giai đoạn: Xác định, Đo lường, Phân tích, Cải thiện và Kiểm soát. Năm giai đoạn này tạo thành một phương pháp cải tiến chất lượng toàn bộ quy trình và mỗi giai đoạn bao gồm một số bước công việc. Sau đây là mô tả ngắn gọn về việc cải thiện vấn đề độ đồng trục của buồng ổ trục phía trước và phía sau cũng như độ lệch của mặt đầu cụm không ổn định sau khi lắp ráp đế máy được hỗ trợ kép và cụm buồng ổ trục:
01 Xác định
Các thành viên có liên quan của nhóm đã tổ chức một cuộc họp cải tiến chất lượng đặc biệt và sử dụng động não để xác định mục tiêu cải tiến của nhóm:
• a) Sự cố: Độ đồng trục của lỗ bên trong được gia công tinh xảo của bệ đỡ máy đôi không ổn định. Sau khi lắp ráp sẽ làm cho độ lệch của buồng chịu lực của toàn bộ đế máy vượt quá dung sai cho phép, không đáp ứng được yêu cầu bản vẽ.
• b) Mục tiêu cải tiến: Tỷ lệ lỗi nhỏ hơn 200 PPM và độ lệch tâm của buồng ổ trục nhỏ hơn 0,05 mm.

02 Đo
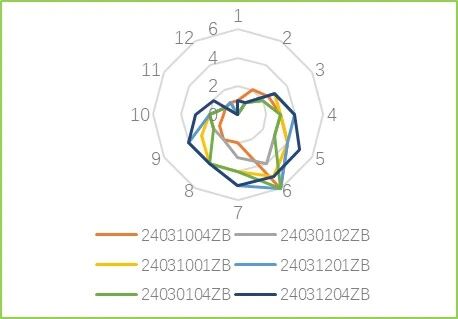
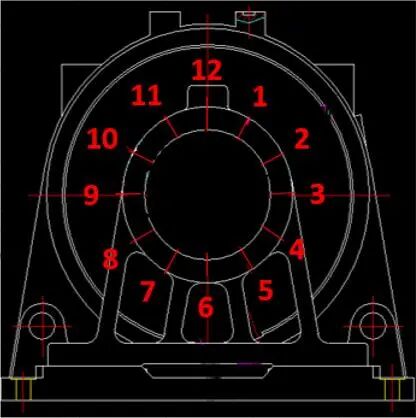
Nhóm cải tiến thiết kế bảng các thông số ảnh hưởng đến chất lượng liên quan đến quá trình gia công. Theo bảng này, người vận hành các quy trình tương ứng đã thu thập dữ liệu, bao gồm phân tách quy trình và quy trình, cài đặt tham số cắt, cài đặt tham số chính của dụng cụ và đồ gá, cài đặt lực định vị và lực kẹp cũng như các tham số liên quan khác. Sau khi hoàn thành việc thu thập dữ liệu, biểu đồ radar được sử dụng để đánh giá khách quan về hiệu quả của hệ thống đo lường hiện tại.
• Một. Xác định các thông số đánh giá
Sử dụng sơ đồ xương cá nguyên nhân – kết quả để động não, liệt kê các yếu tố nguyên nhân – ảnh hưởng có thể có trong 5M2E (Con người, Máy móc, Vật liệu, Phương pháp, Đo lường, Môi trường, Năng lượng) và thu thập dữ liệu nguồn dưới dạng danh sách. Ví dụ, mối tương quan giữa lực kẹp và biến dạng, mối tương quan giữa tốc độ máy công cụ và cài đặt thông số cắt cũng như các thông số độ chính xác của máy công cụ.
• b. Thu thập dữ liệu
Sau khi xác nhận các đặc tính chất lượng chính và các biến đầu ra chính của quy trình, hãy tìm ra các biến đầu vào chính của quy trình. Kỹ sư quy trình hướng dẫn nhân viên thu thập dữ liệu.
• c. Đánh giá dữ liệu đo được
Dựa trên dữ liệu nguồn được thu thập từ các biến số chính của quy trình, hãy tính toán dữ liệu thống kê như giá trị trung bình, phương sai và độ lệch chuẩn. Vẽ biểu đồ Pareto, biểu đồ kiểm soát X/R hoặc biểu đồ radar để phân tích thêm. Ví dụ, thông qua biểu đồ radar dữ liệu, chúng ta có thể thấy rằng độ lệch của lỗ bên trong của ổ trục của cụm đế máy là do sự biến dạng của lỗ bên trong của ổ trục. Dựa trên kết luận này, chúng ta có thể phân tích nguyên nhân một cách có chủ đích.
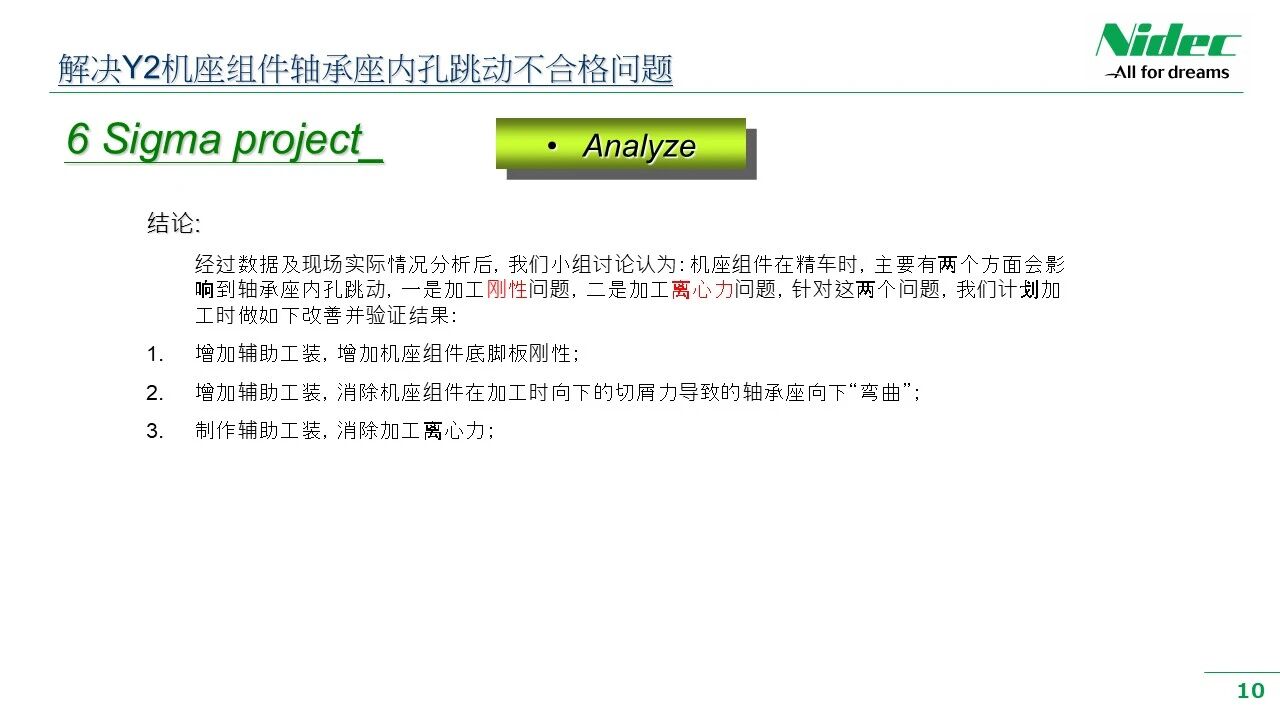
03 Phân tích
Nhóm sử dụng các công cụ phân tích như PFMEA (Phân tích hiệu ứng và chế độ lỗi quy trình) và sơ đồ xương cá để tiến hành phân tích nguyên nhân chuyên sâu trên dữ liệu được thu thập và tìm ra nguyên nhân gốc rễ. Điều này bao gồm việc xác định việc phân phối dữ liệu, xu hướng thay đổi, xác định các ngoại lệ, phân tích mối quan hệ giữa các biến của quy trình và xác định nguyên nhân gốc rễ của các vấn đề tiềm ẩn. Bằng cách thiết lập mối liên hệ giữa vấn đề và nguyên nhân, nhóm có thể hình thành sự hiểu biết sâu sắc về bản chất của vấn đề và đặt nền tảng cho việc hình thành các giải pháp hiệu quả. Ví dụ, thông qua phân tích biểu đồ radar về dữ liệu độ đảo của lỗ bên trong của ổ trục, chúng ta có thể kết luận rằng nguyên nhân của vấn đề này bao gồm ảnh hưởng của độ cứng gia công và lực ly tâm gia công lên độ đảo. Theo nguyên tắc DOE (Thiết kế thí nghiệm), một kế hoạch cải tiến được thiết kế để xác minh xem giả thuyết nguyên nhân có hợp lệ hay không và sau đó tìm ra nguyên nhân gốc rễ.
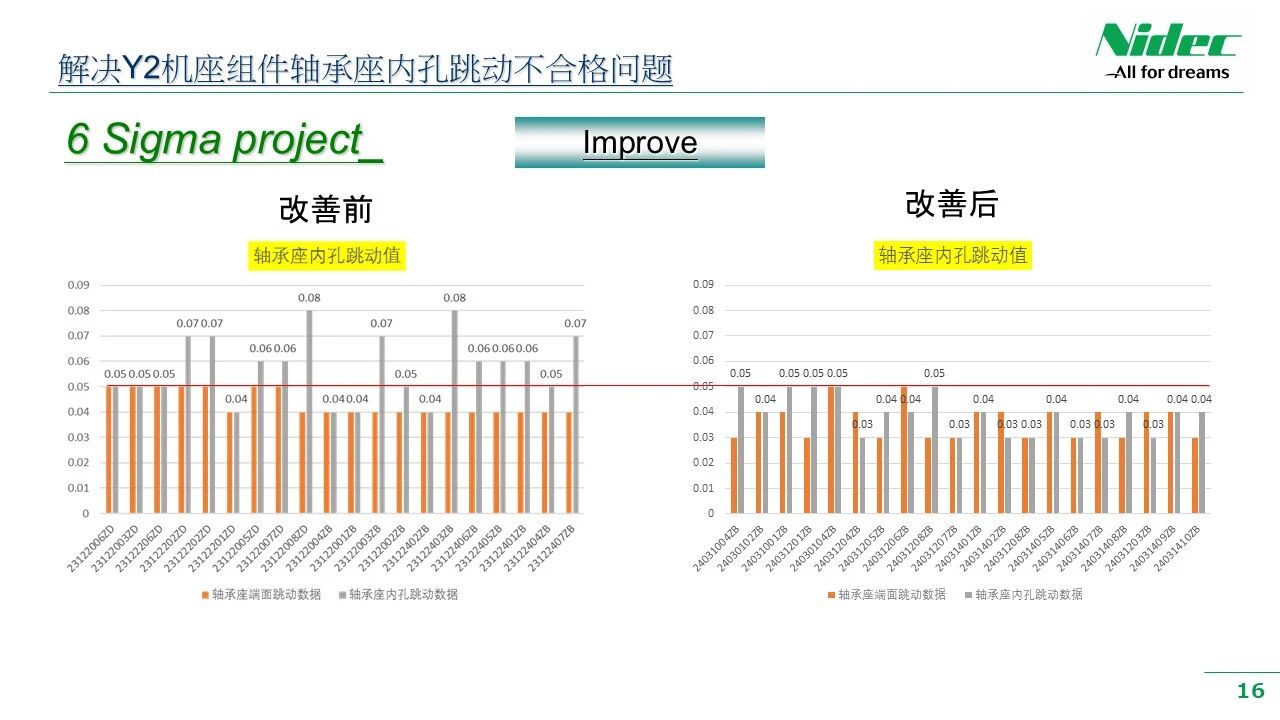
04 Cải thiện
Dựa trên kết quả phân tích và xác minh, nhóm đề xuất và thực hiện các giải pháp mục tiêu. Điều này có thể liên quan đến việc tối ưu hóa quy trình, nâng cấp công nghệ, cải tiến hoạt động và các khía cạnh khác. Điều quan trọng là nhóm cần xác minh tính hiệu quả của các giải pháp để đảm bảo rằng chúng có thể tạo ra kết quả như mong đợi trong hoạt động thực tế. Sau khi xác minh thành công, nhóm sẽ cập nhật mô tả quy trình và phương pháp vận hành để đảm bảo rằng các giải pháp mới có thể được tiêu chuẩn hóa và kết quả cải tiến có thể được phát huy trong suốt quá trình gia công. Ví dụ: khi giải quyết vấn đề hết dòng của cụm đế máy dòng Y2, nhóm của chúng tôi đã đề xuất các giải pháp có mục tiêu dựa trên kết quả được phân tích trong giai đoạn Phân tích. Các giải pháp này bao gồm bổ sung thêm các điểm hỗ trợ tại vị trí treo của ghế chịu lực, bổ sung thêm các tấm thép ở chân đế máy để tăng cường độ cứng và bổ sung thêm các đối trọng đối diện với chân đế máy. Sau đó, các lần xác minh xử lý thử nghiệm được thực hiện lần lượt để xác nhận rằng dữ liệu xác minh đang xử lý đáp ứng các mục tiêu mong đợi của nhóm và cuối cùng một giải pháp hiệu quả đã được tìm ra.

05 Kiểm soát
Giai đoạn Kiểm soát là mắt xích cuối cùng của phương pháp DMAIC và cũng là chìa khóa đảm bảo tính bền vững của kết quả cải tiến. Trong giai đoạn này, nhóm sẽ xây dựng và thực hiện kế hoạch kiểm soát, bao gồm giám sát quy trình, xử lý các bất thường và cải tiến liên tục. Bằng cách thường xuyên theo dõi hiệu suất của quy trình và điều chỉnh chiến lược kiểm soát, nhóm có thể đảm bảo rằng quy trình luôn ở trạng thái được kiểm soát và ngăn sự cố tái diễn.
Thông qua việc áp dụng cụ thể công cụ cải tiến Six Sigma DMAIC trong nhiều nhóm cải tiến của xưởng gia công, nhận thức và khả năng thực tế của tất cả nhân viên trong việc liên tục sử dụng công cụ này để cải thiện chất lượng quy trình đã được nâng cao. Nó đã kích thích sự đổi mới và cải thiện sức sống của tất cả nhân viên trong xưởng, thúc đẩy ứng dụng sâu rộng và sâu rộng của phương pháp DMAIC trong các dự án cải tiến trong tương lai, nâng cao đáng kể khả năng của tất cả nhân viên trong xưởng gia công để phân tích và giải quyết các vấn đề bất thường về chất lượng, đồng thời giúp nhân viên tìm thấy niềm vui học tập, thực hành và tận hưởng kết quả cải tiến trong quá trình cải tiến.
Tin tức Khuyến nghị

Cuộn dây răng đơn mô-đun cho stato, đặt ra tiêu chuẩn mới cho sản xuất hiệu quả cao
2026-03-02
Hoạt động chất lượng giữa máy kéo thang máy Nidec Trung Quốc và Ấn Độ
2026-03-02
Động cơ thang máy NIDEC thành lập nhà máy mới ở Ấn Độ
2025-12-13
Hôm nay, "Hành trình dịch vụ xuyên vạn dặm" lần thứ 19 của NIDEC Elevator Motors đã bắt đầu nồng nhiệt!
2025-12-13
Vượt qua các nút thắt thử nghiệm trong ngành với Hệ thống phân tích dạng sóng FFT được phát triển độc lập
2025-10-31